




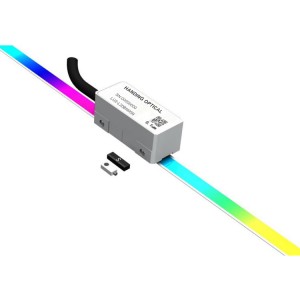
HD20 ઉચ્ચ-ચોકસાઇવાળા ઓપ્ટિકલ રેખીય એન્કોડર્સ
1. ઉત્પાદન ઝાંખી
સ્ટીલ બેલ્ટ ગ્રેટિંગ એ છેચોકસાઇ માપન સાધનવિવિધ ઉદ્યોગોમાં રેખીય અને કોણીય સ્થિતિ એપ્લિકેશનો માટે રચાયેલ છે. તે ઉચ્ચ ચોકસાઇ અને લાંબા ગાળાની વિશ્વસનીયતા માટે અદ્યતન ઓપ્ટિકલ ટેકનોલોજી સાથે મજબૂત બાંધકામને જોડે છે.
2. મુખ્ય વિશેષતાઓ
ઉત્તમ પુનરાવર્તિતતા સાથે ઉચ્ચ માપન ચોકસાઈ.
ટકાઉ અને કઠોર ઔદ્યોગિક વાતાવરણ માટે પ્રતિરોધક.
ઓટોમેશન અને નિયંત્રણ સિસ્ટમો સાથે એકીકરણને સપોર્ટ કરે છે.
ખર્ચ-અસરકારકતા માટે ઓછી જાળવણી ડિઝાઇન
3. ટેકનિકલ સ્પષ્ટીકરણો
સામગ્રી:ઉચ્ચ-શક્તિવાળા સ્ટેનલેસ સ્ટીલ.
ચોકસાઈ ગ્રેડ:±3 µm/m અથવા ±5 µm/m (મોડેલ પર આધાર રાખીને).
મહત્તમ લંબાઈ:૫૦ મીટર સુધી (જરૂરિયાતોના આધારે કસ્ટમાઇઝ કરી શકાય તેવું).
પહોળાઈ:૧૦ મીમી થી ૨૦ મીમી (ચોક્કસ મોડેલો અલગ અલગ હોઈ શકે છે).
ઠરાવ:સાથે સુસંગતઉચ્ચ-ચોકસાઇવાળા ઓપ્ટિકલ સેન્સર્સ(સિસ્ટમ ગોઠવણીના આધારે 0.01 µm સુધી).
ઓપરેટિંગ તાપમાન શ્રેણી:-૧૦°સે થી ૫૦°સે.
સંગ્રહ તાપમાન શ્રેણી:-20°C થી 70°C.
થર્મલ વિસ્તરણ ગુણાંક:૧૦.૫ × ૧૦⁻⁶ /°સે.
ઘડિયાળની આવર્તન:20 મેગાહર્ટઝ
4. પરિમાણ ચિત્રકામ
સ્ટીલ બેલ્ટ ગ્રેટિંગના પરિમાણો ટેકનિકલ ડ્રોઇંગમાં વિગતવાર આપેલા છે, જે નીચેનાનો ઉલ્લેખ કરે છે:
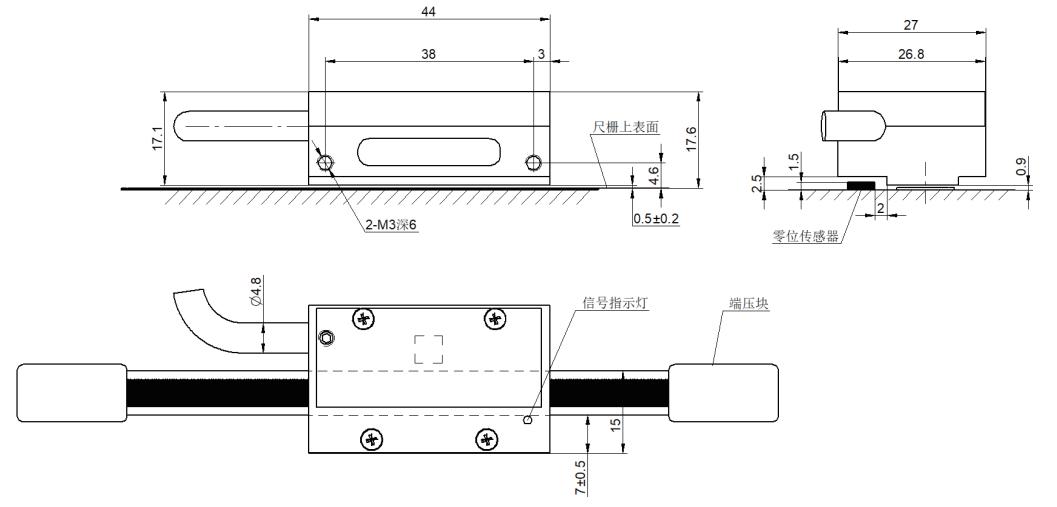
ગ્રેટિંગ બોડી:મોડેલના આધારે લંબાઈ બદલાય છે (૫૦ મીટર સુધી); પહોળાઈ ૧૦ મીમી અને ૨૦ મીમીની વચ્ચે હોય છે.
માઉન્ટિંગ હોલ પોઝિશન્સ:સુરક્ષિત અને સ્થિર સ્થાપન માટે ચોક્કસ રીતે ગોઠવાયેલ.
જાડાઈ:મોડેલ પર આધાર રાખીને, સામાન્ય રીતે 0.2 મીમી થી 0.3 મીમી.
5. ડી-સબ કનેક્ટર વિગતો
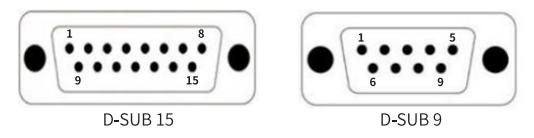
પિન ગોઠવણી:
પિન ૧: પાવર સપ્લાય (+૫V)
પિન 2: ગ્રાઉન્ડ (GND)
પિન 3: સિગ્નલ A
પિન ૪: સિગ્નલ બી
પિન ૫: ઇન્ડેક્સ પલ્સ (Z સિગ્નલ)
પિન 6–9: કસ્ટમ રૂપરેખાંકનો માટે આરક્ષિત.
કનેક્ટર પ્રકાર:સિસ્ટમ ડિઝાઇનના આધારે 9-પિન D-SUB, પુરુષ કે સ્ત્રી.
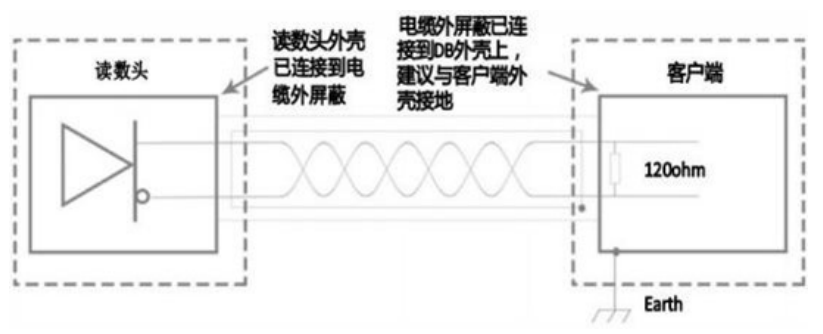
6. ઇલેક્ટ્રિકલ વાયરિંગ ડાયાગ્રામ
ઇલેક્ટ્રિકલ વાયરિંગ ડાયાગ્રામ સ્ટીલ બેલ્ટ ગ્રેટિંગ અને સિસ્ટમ કંટ્રોલર વચ્ચેના જોડાણોની રૂપરેખા આપે છે:
વીજ પુરવઠો:+5V અને GND લાઇનને નિયંત્રિત પાવર સ્ત્રોત સાથે જોડો.
સિગ્નલ લાઇન્સ:સિગ્નલ A, સિગ્નલ B, અને ઇન્ડેક્સ પલ્સ કંટ્રોલ યુનિટ પરના અનુરૂપ ઇનપુટ્સ સાથે જોડાયેલા હોવા જોઈએ.
રક્ષણ:ઇલેક્ટ્રોમેગ્નેટિક હસ્તક્ષેપ અટકાવવા માટે કેબલ શિલ્ડનું યોગ્ય ગ્રાઉન્ડિંગ સુનિશ્ચિત કરો.
7. સ્થાપન માર્ગદર્શિકા
*ખાતરી કરો કે ઇન્સ્ટોલેશન સપાટી સ્વચ્છ, સપાટ અને કાટમાળ મુક્ત છે.
*ચોક્કસ સ્થિતિ માટે ભલામણ કરેલ માઉન્ટિંગ કૌંસ અને ગોઠવણી સાધનોનો ઉપયોગ કરો.
*જાળીને માપન અક્ષ સાથે ગોઠવો, ખાતરી કરો કે કોઈ વળાંક કે વળાંક ન આવે.
*સ્થાપન દરમ્યાન તેલ અથવા પાણી જેવા દૂષકોના સંપર્કમાં આવવાનું ટાળો.
8. ઓપરેશન સૂચનાઓ
*ઉપયોગ કરતા પહેલા યોગ્ય ગોઠવણી અને માપાંકનની પુષ્ટિ કરો.
*કામગીરી દરમિયાન જાળી પર વધુ પડતું બળ લગાવવાનું ટાળો.
*રીડિંગ્સમાં કોઈપણ વિચલન માટે મોનિટર કરો અને જરૂર મુજબ ફરીથી માપાંકિત કરો.
9. જાળવણી અને મુશ્કેલીનિવારણ
જાળવણી:
*નરમ, લિન્ટ-ફ્રી કાપડ અને આલ્કોહોલ-આધારિત ક્લીનરનો ઉપયોગ કરીને જાળીની સપાટીને સાફ કરો.
*સમયાંતરે ભૌતિક નુકસાન અથવા ખોટી ગોઠવણી માટે તપાસ કરો.
*ઢીલા સ્ક્રૂ કડક કરો અથવા ઘસાઈ ગયેલા ઘટકો બદલો.
મુશ્કેલીનિવારણ:
*અસંગત માપ માટે, ગોઠવણી તપાસો અને ફરીથી માપાંકિત કરો.
*ખાતરી કરો કે ઓપ્ટિકલ સેન્સર અવરોધો અથવા દૂષણથી મુક્ત છે.
*જો સમસ્યાઓ ચાલુ રહે તો ટેકનિકલ સપોર્ટનો સંપર્ક કરો.
10. અરજીઓ
સ્ટીલ બેલ્ટ ગ્રેટિંગનો ઉપયોગ સામાન્ય રીતે નીચેનામાં થાય છે:
*રોબોટિક પોઝિશનિંગ સિસ્ટમ્સ.
*ઔદ્યોગિક ઉત્પાદન પ્રક્રિયાઓ.




-

ફોન
-

ઈ-મેલ
-

વોટ્સએપ
વોટ્સએપ

-

વીચેટ

-

ટોચ




